
FusCoating™ NexPA-CF25 / NexPA-GF25は、高い機械的特性が要求される薄いパーツの印刷に最適です。
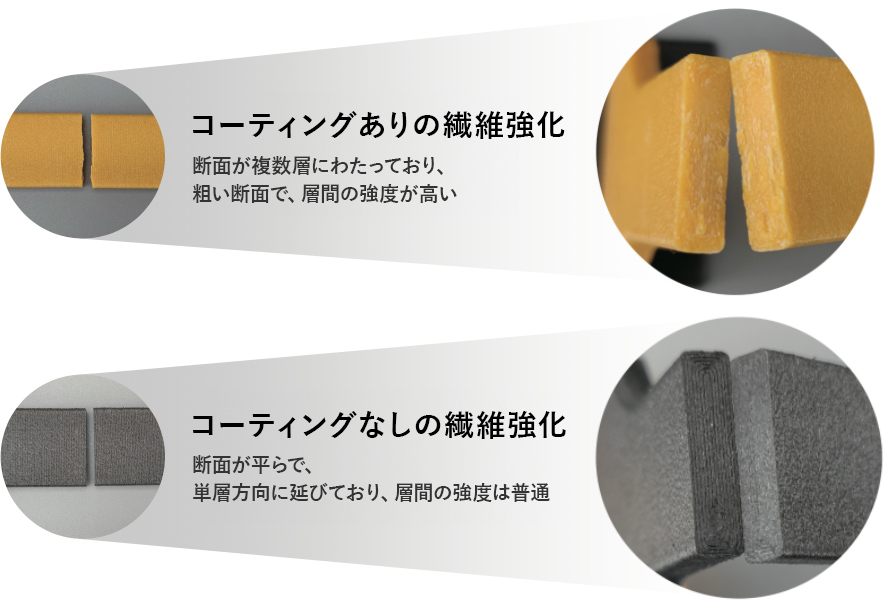
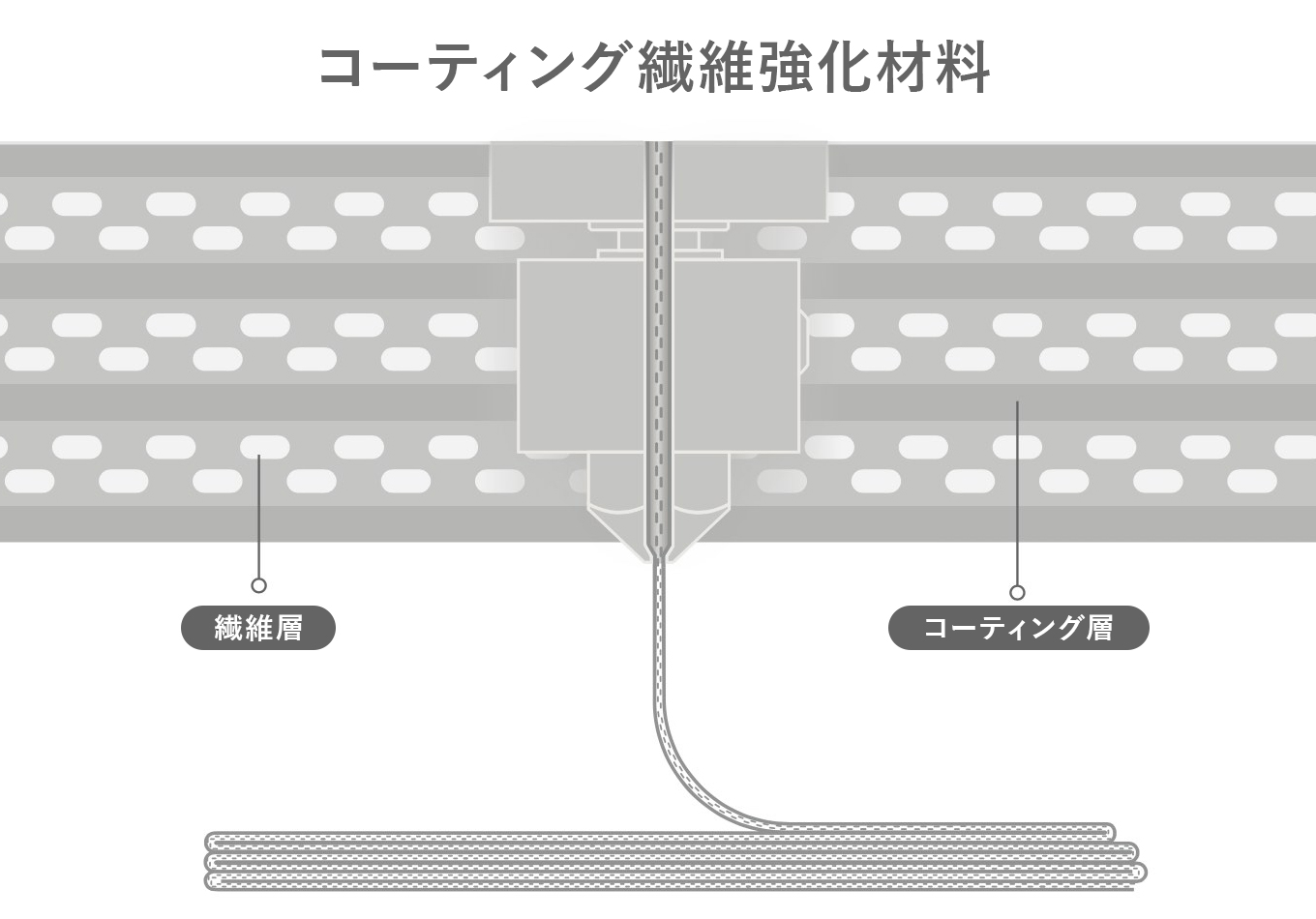
このフィラメントは、炭素繊維含有率が25%で、スキン-コア構造になっています。フィラメントの表面の「スキン」は、層間接着強度の高い改質樹脂で、内側の「コア」は、チョップドファイバー含有率の高い強化樹脂です。押し出し時のポリマー流体の一般的な層流を利用し、フィラメントがノズルから押し出された後も安定したスキン-コア構造を維持します。
この技術は、繊維を含まない外皮強化フィラメントとともに、Z軸方向の層間接着強度を高めています。一方、25%含有されているチョップドカブロン繊維は、印刷したパーツの機械的特性と耐熱性を向上させることができます。
| 特性 | 試験方法 | NexPA-CF25 代表値 | NexPA-GF25 代表値 |
|---|---|---|---|
| 密度 | ISO 1183 | 1.23 g/cm³ | 1.29 g/cm³ |
| 吸水率 | ISO 62: 方法1 | 1.09 % | 1.99 % |
| 溶融温度 | ISO 11357 | 237℃ | 237℃ |
| メルトインデックス | 300℃、2.16kg | 4.2 g/10min | 5.5 g/10min |
| 温度測定 | ISO 75:A法 (1.80MPa) | 124.2℃ | 118.0℃ |
| 温度測定 | ISO 75:B法 (0.45MPa) | 196.9℃ | 195.5℃ |
| 引張強さ(X-Y) | ISO 527 | 118.19 ± 3.82 Mpa | 105.01 ± 1.14 MPa |
| ヤング率(X-Y) | ISO 527 | 9,989.47 ± 227.73 Mpa | 5,729.78 ± 301.68 MPa |
| 破断伸度(X-Y) | ISO 527 | 1.62 ± 0.12 % | 2.41 ± 0.05 % |
| 曲げ強さ(X-Y) | ISO 178 | 184.19 ± 5.73 Mpa | 168.20 ± 4.76 MPa |
| 曲げ弾性率(X-Y) | ISO 178 | 9,214.34 ± 249.80 Mpa | 5,957.97 ± 95.66 MPa |
| シャルピー衝撃強さ(X-Y) | ISO 179 | 7.29 ± 0.76 KJ/m² | 7.59 ± 0.81 KJ/m² |
| 引張強さ(Z) | ISO 527 | 58.01 ± 2.05 MPa | 65.40 ± 2.99 MPa |
| ヤング率(Z) | ISO 527 | 4,213.72 ± 97.08 MPa | 4,150.79 ± 80.04 MPa |
| 破断伸度(Z) | ISO 527 | 1.64 ± 0.10 % | 1.90 ± 0.15 % |
※ 印刷条件:ノズル温度340℃、プラットフォーム温度80℃、印刷速度45mm/s、インフィル100%、インフィル角度±45°
※ 後処理:100℃アニール8時間
| 印刷可能機種 | Creator4S、Guider3 Ultra、Guider3、Creator3 Pro |
| ノズル温度 | 300-340℃ |
| ノズル径 | 0.4-0.8 mm |
| プラットフォーム温度 | 70-80℃ |
| 印刷速度 | 30-120 mm/s |
| 引き戻し距離 | 1-3 mm |
| 引き戻し速度 | 30-60 mm/s |
| ラフト間隔 | 0.08-0.12 mm |
| 冷却ファン回転数 | オフ |
印刷ポイント:
1. 吸湿したフィラメントで印刷してしまうと、にじみや気泡のある押し出し、表面が荒れたりし、印刷品質が低下します。 真空箔袋を開封後、すぐに乾燥した箱(湿度15%以下)にフィラメントを収納することをおすすめします。
2. フィラメントが湿った状態だと、にじみや気泡のある押し出し、印刷面の荒れが発生します。印刷品質を回復するためには、80-100℃のオーブンで4-6時間フィラメントを乾燥させてください。
3. 効果的に印刷品質を向上させるため、硬化スチール以上のノズルを使用することをお勧めします。 また、ヒーティングブロックの厚さは12mm以上とすることを推奨します。
4. 印刷完了後、印刷したモデルをアニール処理することで、強度をさらに向上させることができます。アニール処理条件:80~100℃のオーブンに4~8時間放置し、自然に室温まで冷却する。

フィラメント、梱包材、ロゴチップ、アルミ箔袋



