
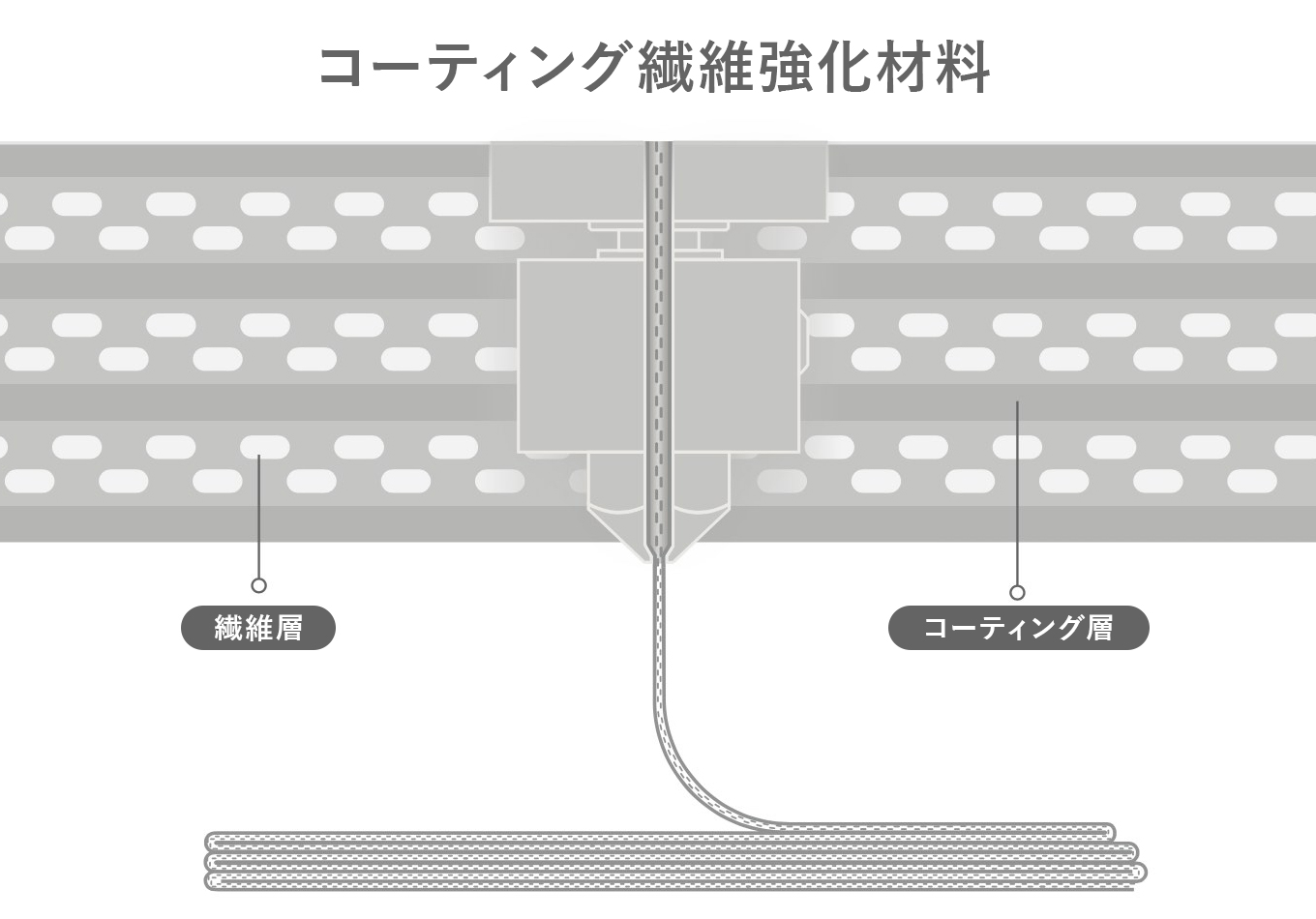
FusCoating™ NexABS-CF20 / NexABS-GF25は、スキン-コア構造の(炭素/ガラス)繊維強化ABS材料です。
内側の「コア」はABSにチョップド(カーボン/グラス)ファイバーを(20%/25%)含有して強化し、表面は高い接着強度を持つ未充填のABS樹脂です。ポリマー流体は、スロートとノズル内で常に層流状態にあるため、ノズルから押し出された後も、スキン-コア構造を維持することができます。
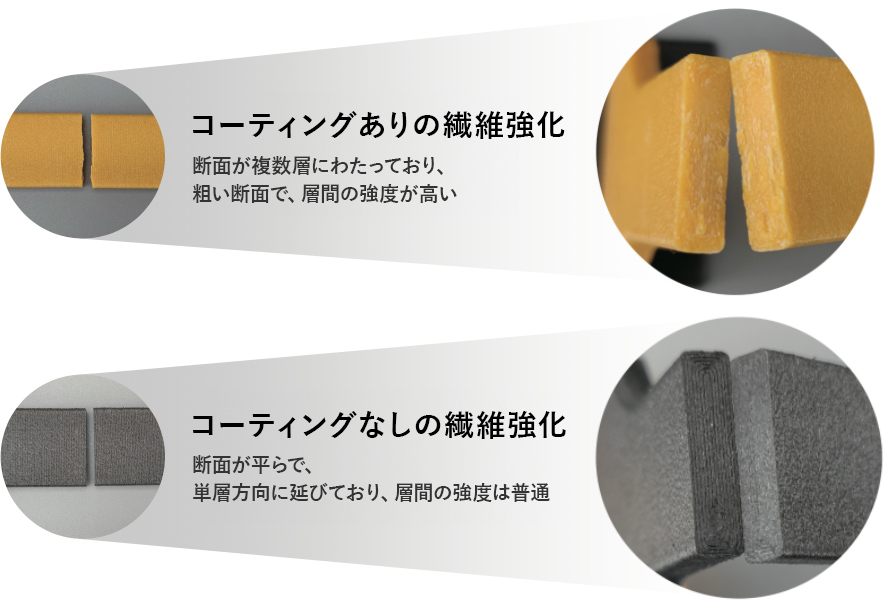
このスキン-コア構造は、通常の繊維強化材料が持つ低収縮性、反り耐性、優れた機械的特性だけでなく、印刷部品の層間接着性能の強化にも寄与しています。一般的な繊維強化材料では、層間の接着強度が低下するという欠点が解消されている。
その一方で、印刷部品の表面にはコーティングバーがなく、明るいマットな質感になっています。
| 特性 | 試験方法 | NexABS-CF20 代表値 | NexABS-GF25 代表値 |
|---|---|---|---|
| 密度 | ISO 1183 | 1.09 g/cm³ | 1.15 g/cm³ |
| メルトインデックス | 250℃、2.16kg | 5.5 g/10min | 4.2 g/10min |
| 温度測定 | ISO 75:A法 (1.80MPa) | 83℃ | 81℃ |
| 温度測定 | ISO 75:B法 (0.45MPa) | 90℃ | 87℃ |
| 引張強さ(X-Y) | ISO 527 | 47.86 ± 2.32 Mpa | 48.48 ± 0.61 MPa |
| ヤング率(X-Y) | ISO 527 | 4,606.28 ± 192.38 Mpa | 3,752.13 ± 68.39 MPa |
| 破断伸度(X-Y) | ISO 527 | 1.48 ± 0.11 % | 2.10 ± 0.10 % |
| 曲げ強さ(X-Y) | ISO 178 | 80.21 ± 0.55 Mpa | 78.80 ± 1.26 MPa |
| 曲げ弾性率(X-Y) | ISO 178 | 4,365.29 ± 153.79 Mpa | 3,531.71 ± 75.79 MPa |
| シャルピー衝撃強さ(X-Y) | ISO 179 | 8.12 ± 0.78 KJ/m² | 8.91 ± 0.63 KJ/m² |
| 引張強さ(Z) | ISO 527 | 28.21 ± 0.35 MPa | 30.48 ± 0.47 MPa |
| ヤング率(Z) | ISO 527 | 2,713.50 ± 88.38 MPa | 2,843.56 ± 69.90 MPa |
| 破断伸度(Z) | ISO 527 | 1.81 ± 0.16 % | 2.20 ± 0.44 % |
※ 印刷条件:ノズル温度250℃、プラットフォーム温度100℃、印刷速度50mm/s、インフィル100%、インフィル角度±45°
| 印刷可能機種 | Creator4S、Guider3 Ultra、Guider3、Creator3 Pro |
| ノズル温度 | 250-270℃ |
| ノズル径 | 0.4-0.8 mm |
| プラットフォーム温度 | 100-110℃ |
| 印刷速度 | 30-120 mm/s |
| 引き戻し距離 | 1-3 mm |
| 引き戻し速度 | 30-60 mm/s |
| ラフト間隔 | 0.16-0.18 mm |
| 冷却ファン回転数 | 0-30% |
印刷ポイント:
1. FusCoating™は、通常のABS-GF/CFに比べて繊維含有率が高くなっています。この技術はABSの反り耐性と剛性をさらに向上させ、チャンバー温度を適切に下げることができ、省エネを実現することができます。
2. フィラメントを開封して時間が経過し、印刷中に気泡や糸引きなどの問題が発生した場合、60〜70℃で4〜6時間乾燥させてください。
3. ABSで印刷する場合、換気がされている環境に3Dプリンターを設置することをお勧めします。
4. FusCoating™は、ノズルから押し出された後もコア-スキン構造を維持することができます。溶融ポリマーが安定的に流れているときは層流状態であるというメカニズムに基づいていますが、印刷速度が速すぎるとメルトフロー状態が不安定になり、ノズルから押し出されたフィラメントがスキン-コア構造を持たなくなるため、印刷部品の表面が粗くなります。この現象が発生した場合は、印刷温度を上げるか、押出速度を下げることをお勧めします。
5. 硬化スチールノズルまたは耐摩耗性の高いノズルの使用をお勧めします。これは効果的に印刷品質を向上させることができます。ヒーティングブロックの厚さは12mm以上を推奨します。

フィラメント、梱包材、ロゴチップ、アルミ箔袋



